Guida pratica per la gestione della pulizia e rimozione dei depositi corrosivi dagli stampi
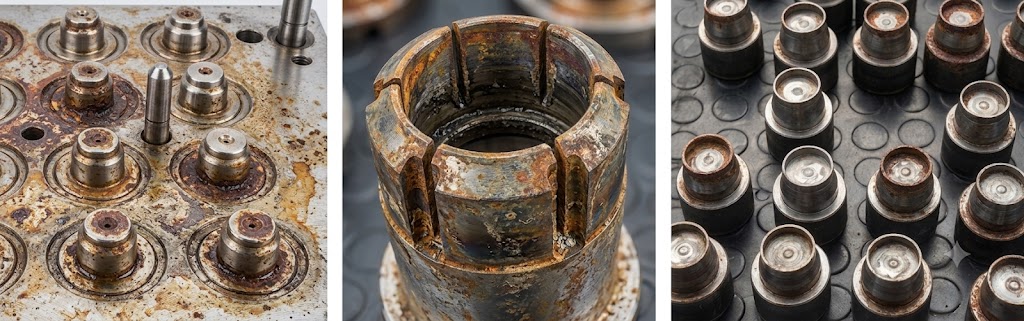
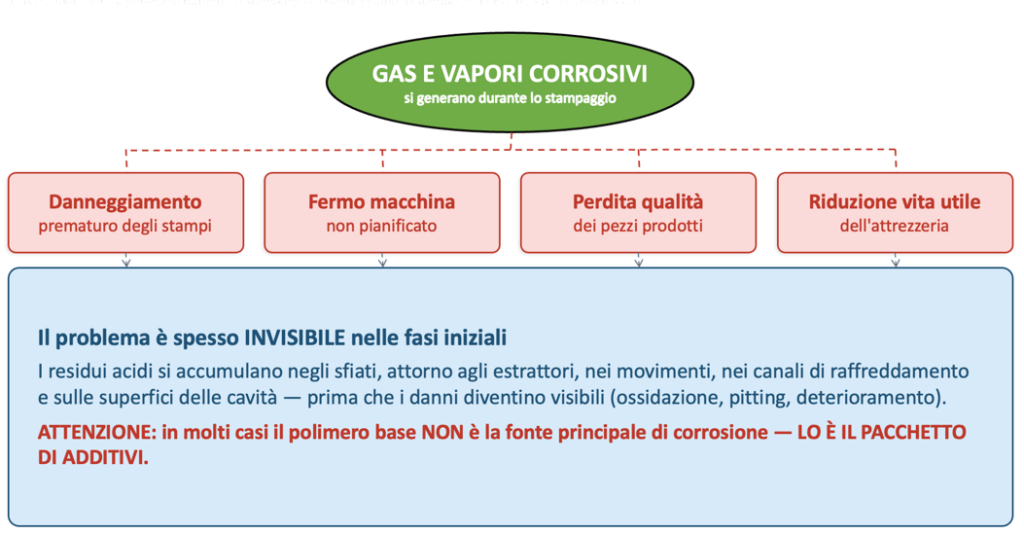
I gas e i vapori acidi corrosivi generati durante lo stampaggio a iniezione delle materie plastiche sono tra le principali cause di danneggiamento prematuro degli stampi, fermo macchina non pianificato, perdita di qualita dei pezzi e riduzione della vita utile dell’attrezzeria. I gas corrosivi generati durante lo stampaggio tendono a condensare e depositarsi sulle superfici interne dello stampo. Il problema è spesso sottovalutato perché, nelle fasi iniziali, la corrosione non è immediatamente visibile: i residui acidi si accumulano progressivamente all’interno degli sfiati, attorno al sistema di estrazione, nei movimenti, nei canali di raffreddamento e sulle superfici delle cavità, innescando fenomeni corrosivi microscopici molto prima che compaiano segni evidenti come ossidazione, macchie, pitting o deterioramento superficiale. In molti casi, il polimero base non è la fonte principale di corrosione — lo è il pacchetto di additivi. Questo studio identifica quali plastiche e additivi generano emissioni corrosive, quali zone dello stampo sono piu vulnerabili e quali azioni riducono il rischio. È concepito per l’uso diretto in officina e in reparto stampi.
Per ogni materiale la tabella indica l’agente acido generato, il meccanismo di degradazione e il livello di rischio corrosivo per lo stampo.
| Agente Corrosivo | Materiale Sorgente | Meccanismo | Livello di Rischio |
| HCl (acido cloridrico) | PVC, CPVC, additivi clorurati | Degradazione termica; catalizzata da calore e ossigeno. La generazione di HCl è rapida e continua oltre 180°C. Anche i gradi stabilizzati rilasciano HCl quando il tempo di permanenza è eccessivo o le temperature sono mal controllate. Il PVC è la plastica più corrosiva per gli stampi a iniezione. | CRITICO |
| Formaldeide (HCHO) | POM (acetalica / Delrin) — omo e copolimero | Il POM produce formaldeide e acido formico sotto stress termico. Entrambi corrosivi per l’acciaio. Il rame e le leghe di rame sono particolarmente vulnerabili — Un odore pungente acuto è un segnale di allarme immediato. | CRITICO |
| HF (acido fluoridrico) | Fluoropolimeri: PVDF, FEP, PFA, PTFE | Degradazione termica oltre 300°C; corrosività estrema. Penetra istantaneamente gli strati di ossido sull’acciaio. Gli acciai stampo standard non hanno alcuna resistenza all’attacco di HF. | CRITICO |
| HBr (acido bromidrico) | PC/ABS-FR, ABS-FR, HIPS-FR, PA-FR, PBT-FR — plastiche con ritardanti di fiamma bromurati | Decomposizione termica dei legami C-Br a 200–300°C. I compound con BFR generano sempre HBr durante la lavorazione. PC puro, ABS, PA standard sono tra le plastiche tecniche a minor rischio dal punto di vista della corrosione. Tuttavia, i gradi ritardanti di fiamma modificano significativamente il profilo di rischio. | CRITICO |
| HBr (acido bromidrico) | Ritardanti di fiamma bromurati: HBCD, decaBDE, TBBPA, Polistirene bromurato | Decomposizione termica e scissione dei legami C-Br a 200-300°C generano HBr direttamente. Il sinergista Sb2O3 amplifica l’effetto corrosivo. | CRITICO |
| Acidi carbossilici / composti fosforati | PA6/PA66 con additivi aggressivi (FR, agenti di sizing su fibra di vetro) | PA base non corrosiva; il rischio è determinato dal pacchetto additivi. Con FR alogenato: HBr o HCl. | ALTO |
| Acidi organici / fenoli | PC, PC/ABS, ABS-FR degradati | Decomposizione ossidativa di BPA e strutture aromatiche per surriscaldamento o permanenza eccessiva. | MEDIO |
| SOx / composti solforati | Lubrificanti e additivi contenenti zolfo | Ossidazione termica di composti organosolfurati. Attacca superfici lucidate ed elementi in rame. | MEDIO |
| NOTA — Selezione acciai e rivestimenti La selezione degli acciai, dei rivestimenti e dei trattamenti superficiali è determinante per ridurre il rischio, ma non è l’oggetto di questa guida. L’obiettivo è la PREVENZIONE e la MANUTENZIONE dello stampo per prolungarne la vita utile. |
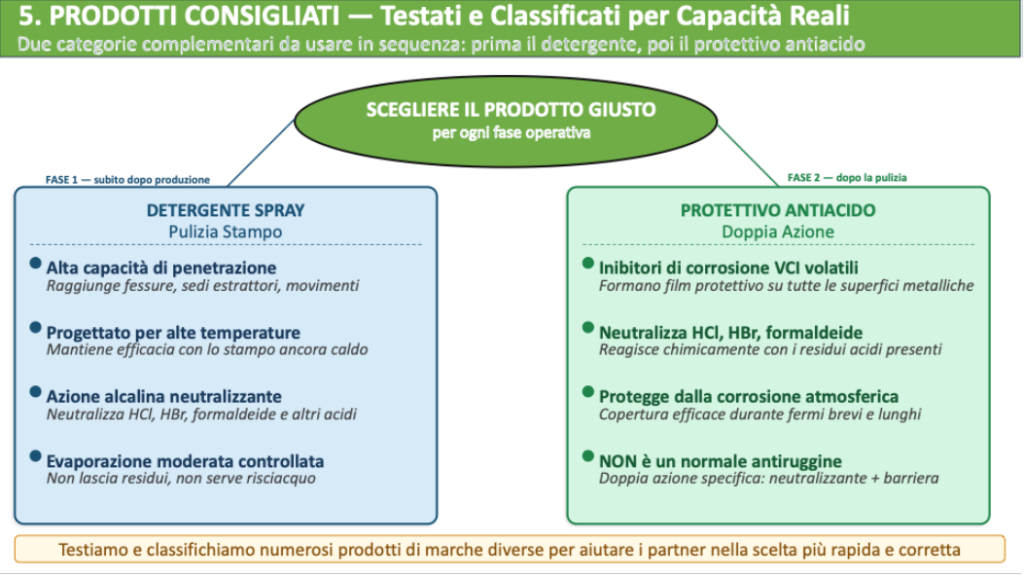
Quale Detergente Scegliere per il Tuo Materiale
Sulla base delle emissioni corrosive generate da ogni materiale plastico e delle caratteristiche tecniche dei detergenti disponibili, questa sezione indica il prodotto più adatto per neutralizzare e rimuovere i residui specifici.
Riferimento Rapido — Solvente Consigliato per Materiale
| Materiale | Emissione corrosiva | Rischio | Detergente consigliato | Alternativa |
| PVC / CPVC | HCl — Acido Cloridrico | CRITICO | Clean-N-Run (spray) | FORMCLEAN PLUS |
| POM (Delrin) | Formaldeide + Acido Formico | CRITICO | FORMCLEAN PLUS (spray) | Clean-N-Run |
| Fluoropolimeri | HF — Acido Fluoridrico | CRITICO | Clean-N-Run (spray) | — |
| BFR (ABS-FR, PA-FR…) | HBr — Acido Bromidrico | CRITICO | Clean-N-Run (spray) | FORMCLEAN PLUS |
| PA6/66 con additivi | Acidi carbossilici/fosforati | ALTO | FORMCLEAN PLUS (spray) | Kleen-All (foam) |
| Ossidi / Ruggine | Post-attacco corrosivo | — | Zapox / Zapox NG (cream) | — |
I Prodotti

Schede Dettagliate
| 1 | PVC — Polivinilcloruro e CPVC Emissione: HCl (acido cloridrico) | Livello rischio | CRITICO |
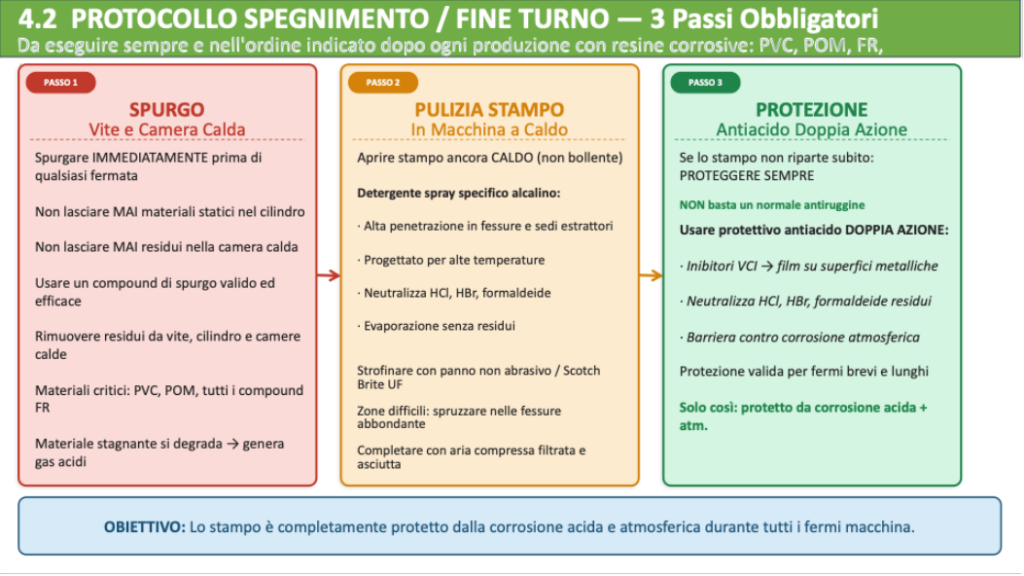
| Il PVC genera HCl in modo rapido e autocatalitico oltre 180°C. I residui acidi condensano sulle superfici dello stampo e attaccano l’acciaio anche durante i fermi. Lo stampo viene aperto ancora CALDO: serve un detergente che regga alte temperature e agisca in profondità. |
| 1° | Clean-N-Run | Aerosol per stampi caldi fino a 100°C |
| PERCHÉ È ADATTO ✓ Rimuove residui degradati di PVC e HCl dalla superficie ✓ Unico prodotto adatto a stampi caldi (max 100°C) ✓ Evaporazione lenta: rimane attivo per strofinare via i residui acidi ✓ Non lascia residui — nessun risciacquo necessario ✓ Sicuro su acciaio, alluminio, rame e superfici in plastica | COME SI USA → Aprire lo stampo ancora caldo (non bollente) → Spruzzare abbondantemente — aerosol raggiunge fessure e sedi estrattori → Strofinare con panno non abrasivo o Scotch Brite UF → Per zone difficili: spruzzare nelle fessure e lasciare agire → Completare con aria compressa asciutta Nota: Evaporazione lenta: dare il tempo di agire prima di strofinare. È l’unico prodotto disponibile certificato per stampi a 100°C. |
| PRODOTTO | QUANDO USARLO (alternativa) |
| FORMCLEAN PLUS | Adatto a temperature stampo più basse (circa 60°C). Rimuove POM/PVC/FR, non lascia residui, sicuro su specchio. |
| Kleen-All | Se si preferisce un prodotto a base acqua schiumogeno. Max 40°C — solo per stampi già freddi. |
| 2 | POM — Poliossimetilene (Acetalica / Delrin) Emissione: Formaldeide + Acido Formico | Livello rischio | CRITICO |
| Il POM si depolimerizza generando formaldeide e acido formico — entrambi corrosivi per l’acciaio. I depositi neri negli sfiati e l’odore acuto pungente sono segnali di degrado in atto. I residui sono resinosi e aderenti: serve un prodotto con buona penetrazione che lavori in profondità. |
| 1° | FORMCLEAN PLUS | Base solvente, evaporazione moderata, max 60°C |
| PERCHÉ È ADATTO ✓ Formulato specificatamente per residui di POM, PVC, PU e additivi FR ✓ Evaporazione moderata: rimane attivo qualche minuto — penetra nei depositi ✓ Non lascia residui o film — nessun risciacquo necessario ✓ Sicuro su superfici lucidate a specchio e su tutti i metalli | COME SI USA → Applicare a stampo ancora caldo (max 60°C) → Lasciare agire 2-3 minuti per sciogliere i depositi di formaldeide → Strofinare con panno non abrasivo o Scotch Brite UF → Per sfiati e zone strette: spruzzare nelle fessure più volte → Completare con aria compressa filtrata e asciutta Nota: Attenzione: evitare inserti in rame — il POM li attacca già a livello chimico. |
| PRODOTTO | QUANDO USARLO (alternativa) |
| Clean-N-Run | Se lo stampo è ancora molto caldo (>60°C fino a 100°C). Rimuove POM/PVC/FR. Evaporazione più lenta. |
| 3 | Fluoropolimeri — PVDF, FEP, PFA, PTFE Emissione: HF (acido fluoridrico) | Livello rischio | CRITICO |
| I fluoropolimeri generano HF in caso di surriscaldamento — tra gli agenti più aggressivi in assoluto. Le temperature di lavorazione sono elevate (230-380°C) e lo stampo viene aperto caldo. L’HF condensato attacca l’acciaio in modo rapido e irreversibile. Sono richieste macchine dedicate e ventilazione forzata. |
| 1° | Clean-N-Run | L’unico prodotto adatto a stampi caldi fino a 100°C |
| PERCHÉ È ADATTO ✓ Regge le alte temperature di apertura stampo (max 100°C) ✓ Rimuove residui degradati resinosi e film fluorurati dalla superficie ✓ Evaporazione lenta: agisce in profondità sulle superfici corrose ✓ Non lascia residui — compatibile con rivestimenti PVD e EN ✓ Sicuro su tutti i metalli e superfici in plastica | COME SI USA → Indossare DPI: guanti, occhiali, mascherina (residui HF ancora attivi) → Aprire lo stampo in zona ventilata con estrazione forzata attiva → Spruzzare Clean-N-Run — aerosol raggiunge tutte le zone → Strofinare con panno o Scotch Brite UF — poi aria compressa asciutta → Applicare subito protettivo antiacido (Passo 3 del protocollo) Nota: Per i fluoropolimeri il protocollo di sicurezza operatore è prioritario rispetto alla pulizia dello stampo. |
| 4 | Plastiche con BFR — ABS-FR, PA-FR, HIPS-FR, PBT-FR Emissione: HBr (acido bromidrico) | Livello rischio | CRITICO |
| I ritardanti di fiamma bromurati (BFR) si decompongono generando HBr. Il sinergista Sb₂O₃ amplifica ulteriormente l’effetto corrosivo. Questi materiali sono comuni nell’elettronica e automotive. I residui HBr si comportano come HCl — depositi giallo-bruni agli sfiati sono il segnale tipico. |
| 1° | Clean-N-Run | Specifico per residui di additivi ignifughi e polimeri FR |
| PERCHÉ È ADATTO ✓ Rimuove esplicitamente residui di additivi ignifughi (FR) oltre a POM e PVC ✓ Adatto a stampi caldi (max 100°C) — ideale all’apertura stampo ✓ Aerosol: penetra negli sfiati ostruiti dai depositi giallo-bruni ✓ Non lascia residui — non contamina i pezzi successivi ✓ Sicuro su tutti i metalli e superfici in plastica | COME SI USA → Aprire lo stampo caldo e spruzzare immediatamente sugli sfiati → Concentrarsi su sfiati, linea di divisione e sedi estrattori → Strofinare i depositi giallo-bruni con Scotch Brite UF → Pulire sfiati ogni turno quando si lavora con compound FR → Completare con aria compressa — poi protettivo antiacido Nota: Pulire gli sfiati OGNI TURNO con BFR: i depositi si accumulano rapidamente. |
| PRODOTTO | QUANDO USARLO (alternativa) |
| FORMCLEAN PLUS | Alternativa valida se lo stampo è a max 60°C. Stesso spettro d’azione su FR e polimeri degradati. |
| FS-77 | Per residui di polimero degradato su stampi a max 60°C. Prodotto schiumogeno — buona penetrazione. |
| 5 | PA6 / PA66 con Additivi Aggressivi Emissione: Acidi carbossilici / composti fosforati | Livello rischio | ALTO |
| La PA base non è corrosiva, ma i gradi con additivi FR o agenti di sizing su fibra di vetro possono generare residui acidi significativi. Con FR alogenato il rischio sale a CRITICO (HBr o HCl). L’umidità assorbita dalla PA peggiora il quadro: la resina bagnata genera vapore e prodotti di idrolisi acida. |
| 1° | FORMCLEAN PLUS | Rimuove polimero degradato e residui di additivi, max 60°C |
| PERCHÉ È ADATTO ✓ Rimuove residui di polimero PA degradato e depositi da additivi ✓ Evaporazione moderata: rimane attivo — penetra nei residui resinosi ✓ Non lascia residui o aloni — sicuro su superfici lucidate a specchio ✓ Sicuro su tutti i metalli inclusi acciaio, alluminio, rame | COME SI USA → Applicare a stampo caldo (max 60°C) subito dopo apertura → Lasciare agire 2-3 minuti poi strofinare con panno morbido → Verificare in particolare sfiati e zone degli estrattori → Asciugare con aria compressa filtrata e asciutta Nota: Se la PA contiene FR alogenato: trattare come BFR (sezione 4) con Clean-N-Run. |
| PRODOTTO | QUANDO USARLO (alternativa) |
| Kleen-All | Per PA standard senza FR, a temperatura ambiente (max 40°C). Base acqua, schiumogeno. |
| FS-77 | Per residui di polimero PA degradato a max 60°C. Schiumogeno — ottima penetrazione. |
| 6 | Stoccaggio Generico — Protezione da Umidità e Corrosione Atmosferica Emissione: Umidità, ossigeno, ambiente | Livello rischio | — |
| Quando la corrosione acida non è stata gestita in tempo, lo stampo può presentare ossidi metallici, ruggine leggera e calcare. Questi residui non vengono rimossi dai detergenti standard: serve un prodotto specifico per ossidi e depositi minerali. Zapox e Zapox NG sono i soli nella gamma con questa capacità. |
| 1° | Zapox NG | Rimuove ossidi, ruggine leggera e calcare — sicuro su superfici a specchio |
| PERCHÉ È ADATTO ✓ Rimuove ossidi metallici, ruggine leggera, calcare e depositi da acqua dura ✓ Sicuro su superfici lucidate a specchio — non rigatura né altera la finitura ✓ Sicuro su tutti i metalli: acciaio, alluminio, rame ✓ Rimuove anche macchie e depositi di colorante ostinati | COME SI USA → Applicare a stampo a temperatura ambiente (max 60°C) → Applicare manualmente con panno o spazzola morbida → Lasciare agire qualche minuto — evaporazione moderata → Risciacquare con panno inumidito per rimuovere completamente → Asciugare accuratamente — poi applicare protettivo antiacido Nota: Dopo la rimozione degli ossidi, applicare sempre il protettivo antiacido per evitare riformazione rapida. |
| PRODOTTO | QUANDO USARLO (alternativa) |
| Zapox | Versione precedente. Stessa efficacia su ossidi e calcare, ma non certificato per superfici a specchio. |
| NOTA — Selezione del Prodotto Questa guida è un riferimento pratico basato sulle caratteristiche dichiarate dei prodotti e sulla chimica delle emissioni corrosive dei materiali plastici. La scelta finale del prodotto deve tenere conto delle specificità di ogni stampo, del tipo di acciaio, dei rivestimenti presenti e delle condizioni di processo. Per applicazioni critiche o casi particolari, contattare il team tecnico PCT Europe. |