Complete hot chamber maintenance and plate upgrades
The customer complained of repeated plastic leaks and production downtime.
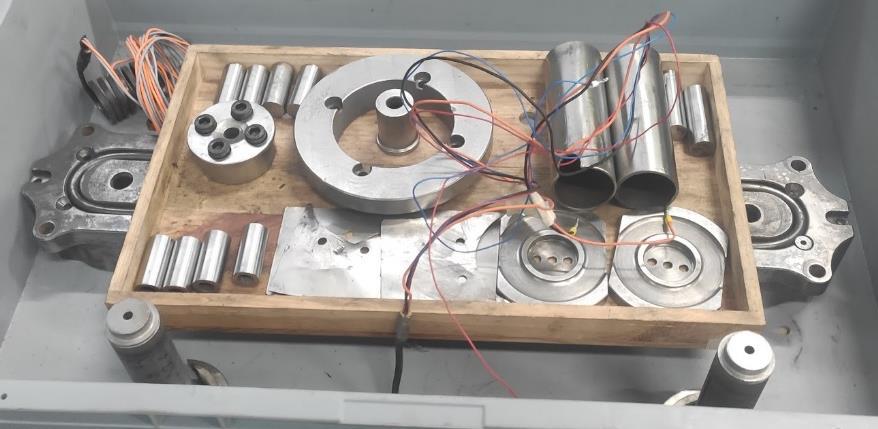
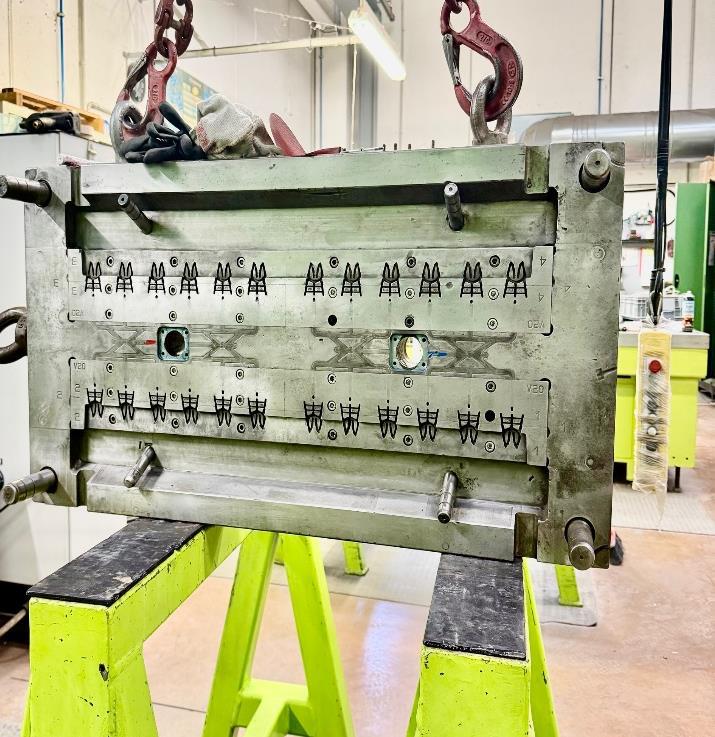
We received the complete hot part, the system was completely encapsulated in plastic, we removed the bulk of the leak and disassembled the system. We inspected it by observing:
- Ugelli appoggiati alla camera, non avvitati e presenza di crepe in entrambi i copri ugello
- Nozzles resting on the chamber, not screwed and presence of cracks in both nozzle covers
- Damaged nozzle resistors, different from each other and only one with thermocouple
- Tubular chamber resistors raised and no longer correctly seated
- Plugs and thermocouples broken and stuck in the holes
- Lack of metal sealing ring on the entrance
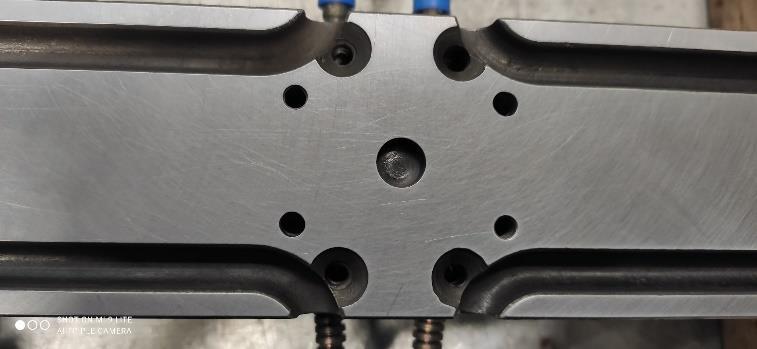
- Presence of cracks in the nozzle seat in the die plate
- Deformazioni evidenti sulla piastra base e sulla piastra porta matrice sottoObvious deformations on the base plate and the matrix holder plate under the lardons i lardoni
- Presence of laminations and thicknesses positioned in various positions of the system to compensate for deformations
Diagnose:
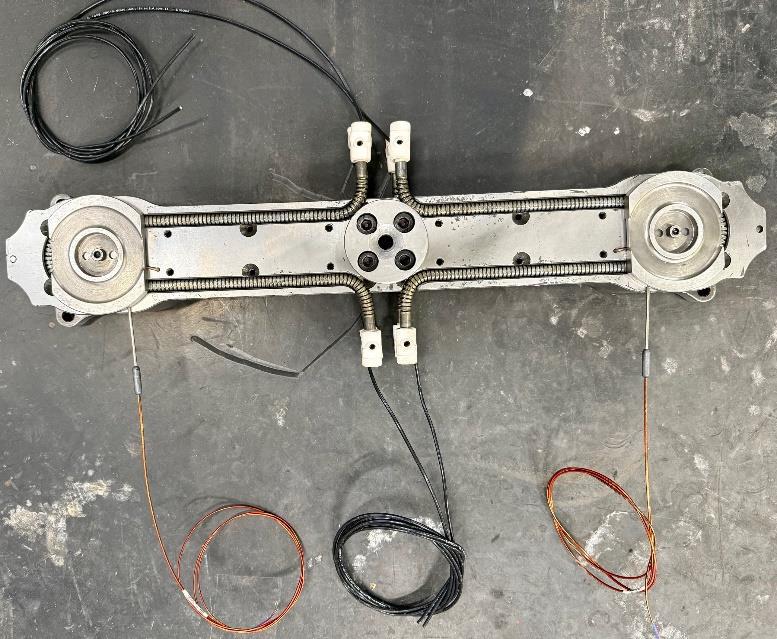
The mold has been producing for more than 20 years and was not designed to last that long. The base plate on which the hot chamber is housed and the die plate are both made of a weak steel (C40), which is not ideal for containing the stresses exerted during the injection phase.
In our opinion, there is a fundamental problem with this system, which is over a meter long. During the injection phase, the chamber flexes (lung) because the barrels between the base plate and the die plate are not fixed to both plates but only to the back plate. It is not a rigid structure; it deforms, misaligning the nozzles and causing leaks.
The presence of laminations and thicknesses to compensate for deformations does not solve the problem, but rather worsens it because when the system flexes, the forces exerted instead of being distributed are concentrated in the nozzles that have in fact cracked.
Our proposal:
New material:
Nozzle bodies, nozzle resistors, nozzle thermocouples, chamber resistors, chamber thermocouples, inlet sealing ring, electrical cable, sheaths, electrical connectors
Modifications and workmanship:
- Removal of broken screws and plugs from the chamber and provision of screws with stops to keep the resistors in place
- Grinding the chamber to restore contact surfaces
- Grind the barrels and arrange threads on both sides so that they can be screwed to both plates
- Replace existing screws with enlarged screws and class 12.9
- Lardoni grinding to compensate for hot chamber grinding
- Modify the die plate to provide threaded holes to screw the barrels
- Laser welding and machining cracked nozzle seats in the die plate
- Processing of the base plate and insertion of interchangeable hardened steel pads to be inserted under the barrels to correct the deformation of the plate and restore the original dimensions
- Replacement of nozzle centering inserts in the matrix
- Final assembly with closure control
Observations:
This project has allowed a mold of over 20 years to resume production efficiently with a low investment and quick times. The disassembly, inspection, diagnosis and preventive activities of the plastic-flooded system were carried out in 3 days.
The above changes, assembly, wiring and final testing of the system were done in 7 days.
The client didn’t know us, he trusted us and now we have a new satisfied partner!
INITIAL SITUATION






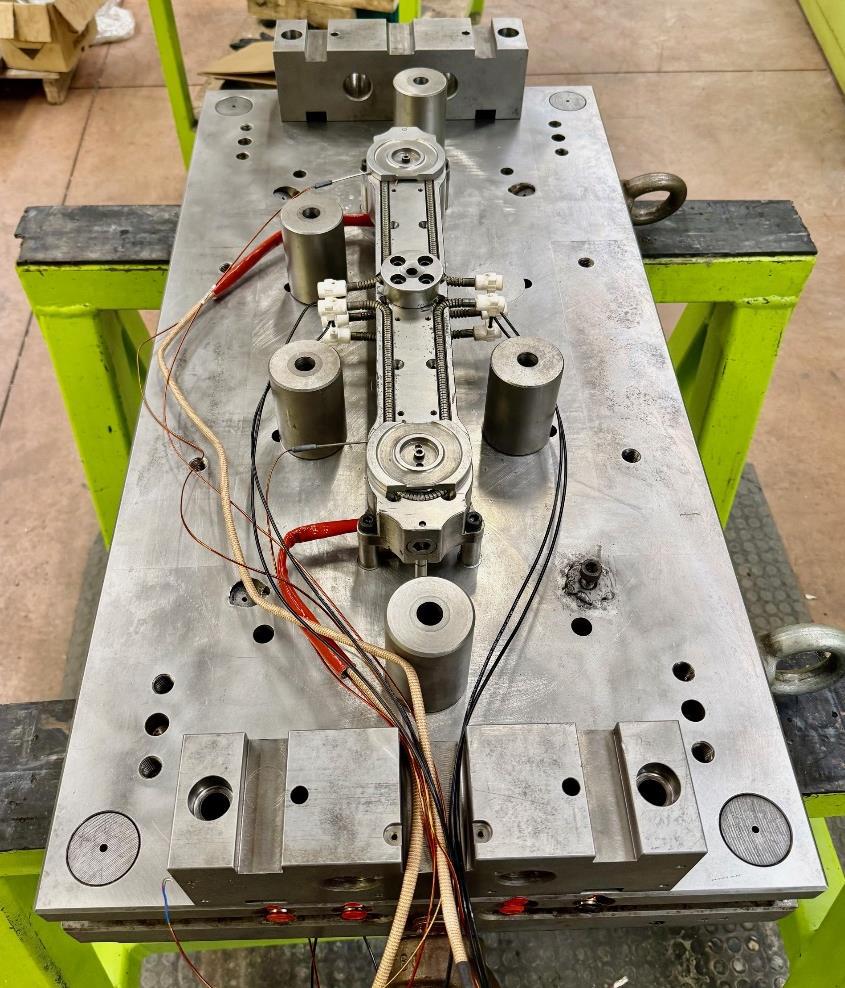
FINAL SITUATION