Mantenimiento completo de la cámara caliente y actualización de las placas.
El cliente se quejaba de repetidas pérdidas de plástico y paradas de producción.
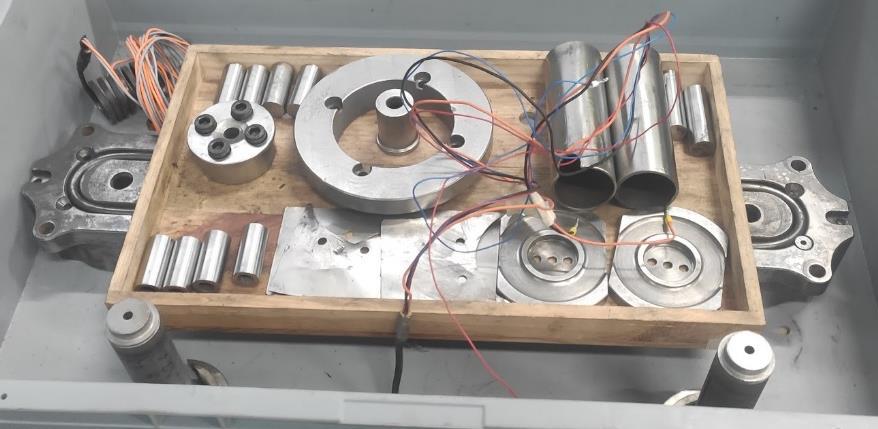
Recibimos la parte caliente completa, el sistema estaba completamente encapsulado en plástico, eliminamos la mayor parte de la fuga y desmontamos el sistema. Lo hemos inspeccionado observando:
- Toberas apoyadas en la cámara, sin atornillar y presencia de grietas en ambas cubiertas del tubo
- Deformación evidente de la superficie de apoyo entre la cámara y las boquillas
- Resistencias de boquillas dañadas, diferentes entre sí y solo una con termopar
- Resistencias de boquillas dañadas, diferentes entre sí y solo una con termopar
- Clavijas y termopares de cámara rotos e incrustados en los orificios
- Valvole e termocoppie delle camere rotte e incise nei fori
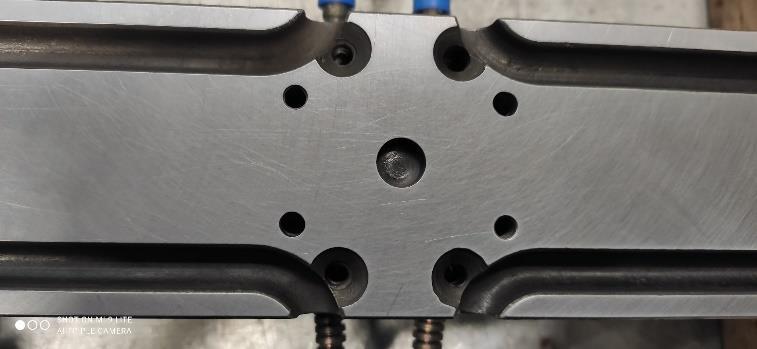
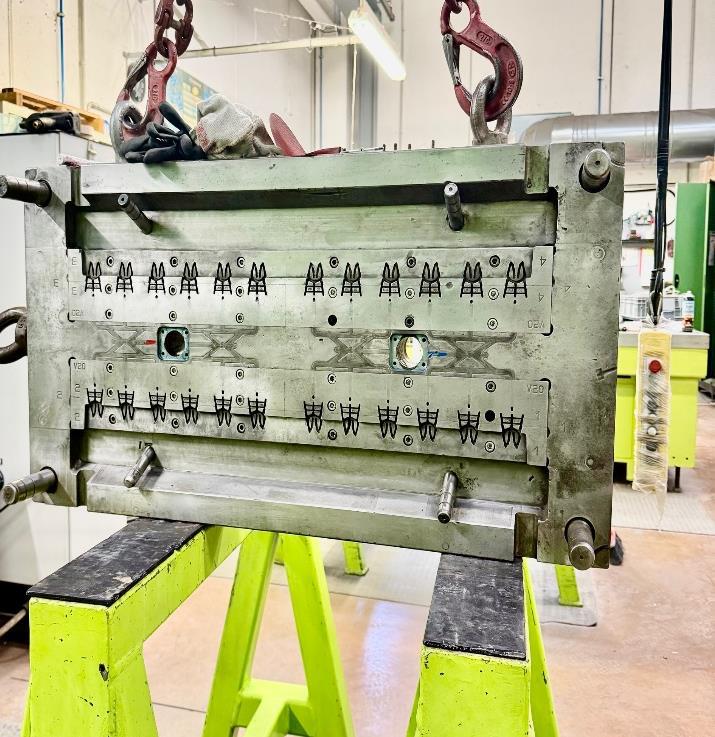
- Presencia de grietas en el sitio de las boquillas en la placa matriz
- Presencia de grietas en el sitio de las boquillas en la placa matriz
- Presencia de chapas y espesores colocados en varias posiciones del sistema para compensar las deformaciones
Diagnosis:
El molde ha estado produciendo durante más de 20 años y no estaba diseñado para durar tanto tiempo. La placa base en la que se encuentra la cámara caliente y la placa matriz están fabricadas con un acero débil (C40), lo cual no es ideal para contener las tensiones ejercidas durante la inyección.
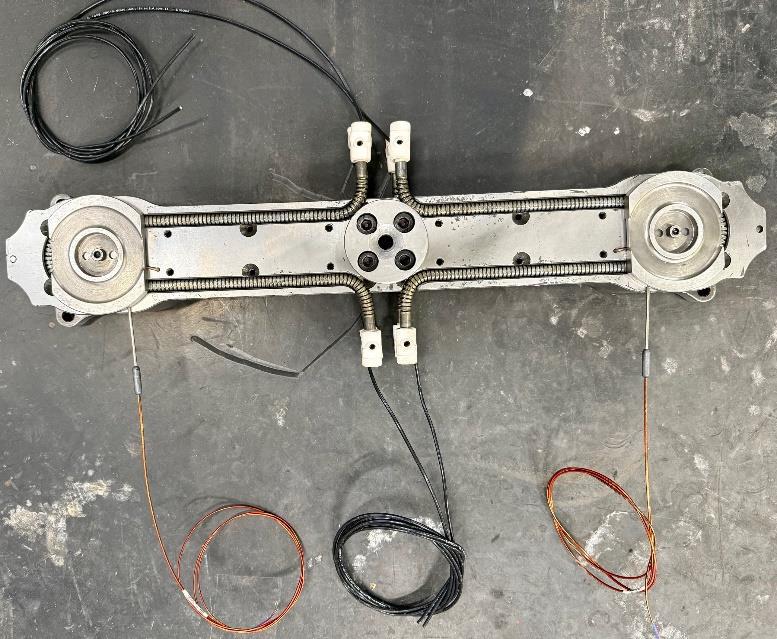
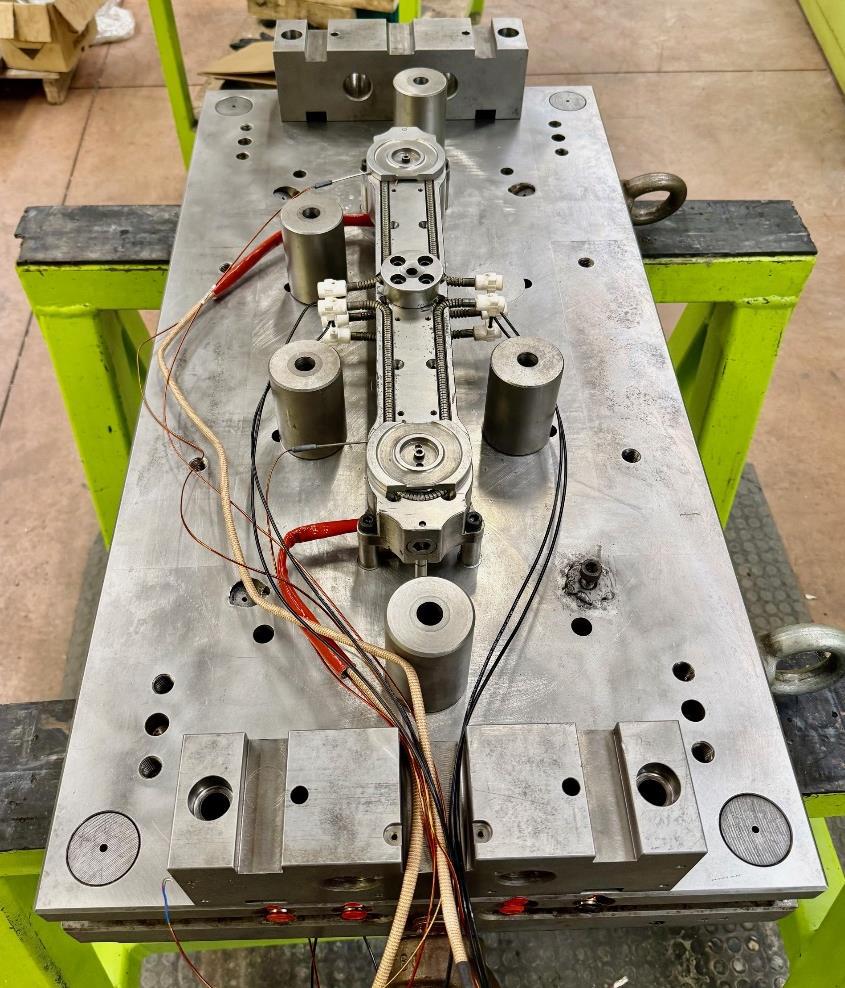
En nuestra opinión, en este sistema de más de un metro de longitud hay un problema de fondo: durante la fase de inyección, la cámara flette (polmona), porque los barriles entre la placa base y la placa portamatriz no están fijados a ambas placas, sino solo a la placa posterior. no es una estructura rígida, se deforma desalineando las boquillas y causando la pérdida.
La presencia de chapas y espesores para compensar las deformaciones no resuelve el problema sino que lo empeora, porque cuando el sistema desliza las fuerzas ejercidas en lugar de ser distribuidas se concentran en los toberos que de hecho se han formado.
Nuestra propuesta:
Nuevo material:
Cuerpos de la boquilla, resistencias de la boquilla, termopares de la boquilla, resistencias de la cámara, termopares de la cámara, anillo de estanqueidad de entrada, cable eléctrico, manguito, conectores eléctricos
Modificaciones y elaboraciones:
- Eliminación de los tornillos y espinas rotos de la cámara y disposición de los tornillos con sujeción para mantener las resistencias en su lugar
- Rectificar la cámara para restaurar las superficies de contacto
- Rectificar los barriles y preparar los filetes en ambos lados para poder atarlos a ambas placas
- Reemplazar los tornillos existentes con tornillos de tamaño mayor y clase 12.9
- Ajuste de las anchuras para compensar el ajuste de la cámara caliente
- Modificar la placa matriz para preparar los orificios roscados para atornillar los barriles
- Soldadura por láser y procesamiento de las ranuras de las boquillas en la placa matriz
- Mecanizado de la placa base e introducción de pastillas intercambiables de acero templado para colocar debajo de los barriles con el fin de corregir la deformación de la placa y restablecer las dimensiones originales
- Sustitución de insertos de centración de toberas en matriz
- Montaje final con control de cierres
Observaciones:
Este proyecto ha permitido a un molde de más de 20 años reanudar la producción de manera eficiente con una inversión reducida y tiempos rápidos. Las actividades de desmontaje del sistema inundado de plástico, inspección, diagnóstico y preventivo se realizaron en 3 días.
Las modificaciones descritas anteriormente, el montaje, cableado y prueba final del sistema se hicieron en 7 días.
El cliente no nos conocía, confió en nosotros y ahora tenemos un nuevo socio satisfecho!
SITUACIÒN INICIAL






SITUACIÒN FINAL