WHAT IS ACCUMULATION IN THE MOLD?
Sometimes called gas buildup or “plate out,” buildup in injection molding is the general term used to describe a complex mix of organic, inorganic, chemical, and physical deposits that remain attached to mold surfaces during injection molding. Such deposits are gases and residues from polymer additives, degraded material, release agents, lubricating oils, rust inhibitors, dirt, dust, metal-to-metal transfer, excess resin, delamination of molded articles, poor ventilation, and more.
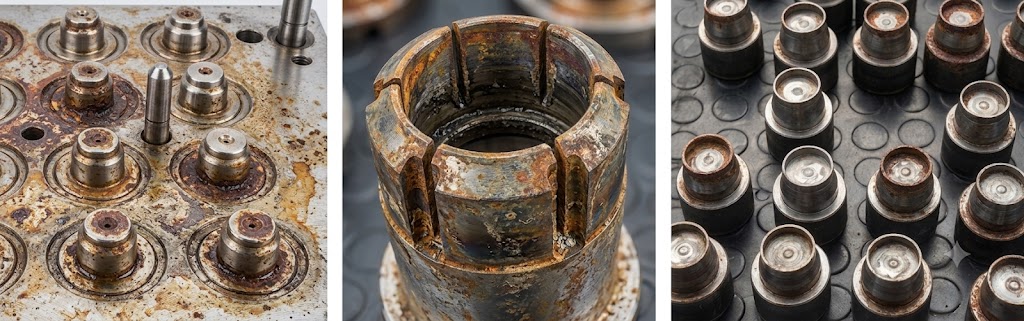
APPEARANCE OF ACCUMULATION AND DAMAGE TO THE MOLD:
Accumulation will manifest itself with several aspects on the mold: brown spots, discoloration of the cavity, greasy, sticky, yellowish and waxy film containing whitish powder. The buildup will eventually attack the mold steel and lead to discoloration, corrosion, rust, and breakage of the mold components.
PROBLEMS ON PRINTED PARTS:
When deposits accumulate on the molding surface, defects in the molded article occur: gluing problems, cosmetic defects (gloss problems, rough appearance, silver/white streaks on the surface of the parts), burns, burrs, areas of non-filling on the part. Such problems will compromise the quality of post-molding operations such as plating, painting, adhesive bonding, coating, or precision assembly operations.
MECHANISMS THAT CAUSE ACCUMULATION IN THE MOLD:
Accumulation in the mold occurs due to adsorption.
WHAT IS THE ADSORPTION PROCESS?
Porous solids with a high surface area have the ability to attract and attach to their surfaces molecules of gases or liquids or dissolved solids with which they are in contact. This surface adhesion phenomenon is called adsorption and forms bonds of the adsorbate on the surface of the adsorbent. In our case, the adsorbate is the multi-component mixture that contaminates the mold and the adsorbent is the molding surface.
WHAT CREATES ADSORPTION?
Il processo di adsorbimento avviene a causa di forze intermolecolari (adsorbimento fisico) o forze intramolecolari (adsorbimento chimico) tra lo stampo e i depositi. (Può verificarsi anche a causa dell’attrazione elettrostatica) .
- PHYSICAL ADSORPTION: The deposits are adsorbed onto the metal surface of the mold, which is high-energy and positively charged. This is the most fundamental principle in the adhesion of deposits to the mold. Physical adsorption involves weak intermolecular bonds; the chemical identity of the deposits remains intact, and no chemical reactions occur on the mold surface. Since no bond breaking occurs, physical adsorption is therefore a thermodynamically spontaneous process.
- CHEMICAL ADSORPTION: The deposits form strong intramolecular bonds (chemical reactions) on the surface of the mold; the bonds break and the chemical nature of the deposits changes, giving rise to a new species. Bonds established with the mold surface can be very strong and difficult to remove.
CAUSES AND NATURE OF ACCUMULATION IN THE MOLD:
There are several reasons for excess volatiles and deposits. We understand in more detail the nature and triggers of accumulation to properly address this problem.
- ADDITIVES ADDED TO POLYMERS: Thermoplastic materials used in injection molding contain complex chemical and physical additives. There are various types of additives, including UV stabilizers, impact modifiers, flame retardants, antioxidants, antistatics, antimicrobials, pigments, etc. These additives contain phenolic compounds, organophosphates, phthalic esters, colloidal silver, titanium dioxide, carbon black, fiberglass, and other organic, inorganic, and ionic chemicals. Under severe molding conditions (high thermal and pressure stress), portions of these additives deteriorate, separate, crystallize, and form deposits in the mold with very strong intramolecular bonds on the high-energy surface of the mold.
- RAW MATERIAL DECOMPOSITION PRODUCTS (DEGASSING): By running the resins at temperatures above the recommended ones, with excessive shear stress (shear), or by allowing the plastic to stagnate in the cylinder without purging, thermal decomposition of the molding materials will be caused and the amount of degassing will increase. The by-products of degassing can adhere to the mold surface and vents, solidify, and become deposits. Extreme molding conditions (temperature and shear) will form pyrolysis gases that cause deposits in the mold and oxidation of the metal. Experiments have shown that high molecular weight polymers, when superheated, generate gases that form very resistant deposits. Some resins such as PVC create hydrochloric acid gases that can lead to plate-outs, resin buildup on the mold surface, and corrosion.
- INADEQUATE MOLD VENTILATION OR BLOCKED VENT CHANNELS: Very often the accumulation is caused by poor ventilation. Some materials have a greater tendency to degas than others, but any material can leave residue if the mold is not properly ventilated. The entrapment of air and the release of plastic gases during the injection process cause the oxygen inside the mold to overheat and cause excessive pressure buildup. Superheated oxygen can cause spontaneous combustion and localized burn points on molded parts. The corrosive nature of trapped volatiles can cause local corrosion of the mold cavity surface and brown stains that can trap the resin and become a magnet for the accumulation of additional contaminants and rust. Additionally, trapped gas can cause residue to build up in the vent pins, requiring frequent production interruptions to clean the mold. The most common quality problems associated with insufficient ventilation are: burn marks, short pulls, insufficient packing, poor surface definition, internal voids, weak joint lines, dimensional variations, splays (streaks), altered gloss, material degradation, deformation, plate-outs, residue accumulation in vents, dead zones, and parts that stick or abrade upon ejection. It is important to check whether the vents have been crushed or damaged during the running-in period or due to excessive closing force.
- EXTERNAL RELEASE AGENTS APPLIED TO THE MOLD CAVITY: External release agents are used to allow the molded part to detach from the mold walls. They may include silicones, PTFE (Teflon), esters of vegetable oils and are non-polar substances possessing strong intermolecular forces and very low surface energies. These properties allow them to spread evenly and adhere to the high-energy polar metal surfaces of the mold cavity. Overapplication is one of the most common mistakes and can create residual accumulations of release agents that can mix with additives crystallized from thermoplastics, forming byproducts that settle or even bind to the mold surfaces. Release agents not suitable for the process temperature can cause problems of decomposition, residue accumulation and flake formation in the molds. Over time, small amounts of external release agents are transferred to the low-energy surfaces of molded plastics, causing physical or aesthetic defects.
- LUBRICATING GREASE APPLIED TO THE MOLD: Grease is used to allow the moving parts of the mold to slide properly, but over time, high process temperature, injection pressure stress, excessive application, or harsh detergents can cause grease breakage, drawing, liquefaction, or fouling. This will leave excessive buildup on the mold and end up on the pieces. This will lead to a myriad of molding problems, including clogged vents and burns, poor sealing, burrs, and mold component failure.
- EXCESS RESIN, ACCUMULATION: Accumulation increases ventilation problems, then contributes to further stains that could trigger shine and gluing problems.
- UNTREATED MOLD STAINS: Another common problem is untreated stains that can trap resin, accumulate additional contaminants, and become an invitation for further corrosion and rust.
- RUST: Moisture in the air can adhere to the space between the inserts and cause rust; deposits build up on these rusted parts, and the accumulation of deposits grows.
WHAT CAN BE DONE ABOUT ACCUMULATION IN THE MOLD?
A GOOD KNOWLEDGE OF THE RAW MATERIAL IS ESSENTIAL:
Knowing the characteristics of the plastic material is essential. Knowing which materials emit high concentrations of gases and deposits will influence how you design, build, and maintain the mold. PC, PC/ABS, Acetal and PVC produce a lot of volatiles and deposits causing stains on the steel, erosion, burned parts, areas of non-filling especially in ribs and details. Material charges, flame retardant additives, and colorants increase the amount of volatiles emitted by a material. Nylons containing additives (UV stabilizers, impact modifiers) form accumulation problems on cavities causing visual defects with inconsistent gloss on the part. Glass-loaded materials have a greater tendency to degas and accumulate than others. Cheap, low-cost grades of material tend to deposit a thick, unpleasant buildup over time on cavity surfaces, causing appearance and gluing problems.
HOW TO CONTAIN ACCUMULATION:
With some plastic materials and additives, the formation of gases and deposits cannot be eliminated, but can be significantly reduced by taking the following precautions in mold design, molding process, and mold maintenance:
- Design and number of adequate mold vents with a glossy finish to prevent residue from adhering to the rougher surface left by machining.old vents with a glossy finish to prevent residue from adhering to the rougher surface left by machining.
- Use stainless steel for mold components to contain corrosion.
- Apply a coating to the molding surfaces to better resist buildup, protect the surface finish, and reduce cleaning intervals.
- Avoid overheating of the material and control the injection pressure to contain sudden extreme temperature increases during production.
- Improve mold temperature control.
- Use a suitable external release agent: strong, silicone-free, semi-permanent bond and quick-drying spray. Avoid over-application and heavy products that leave residue.
- Use a suitable lubricating grease (highly resistant to extreme temperatures, acid gases, steam and most chemicals).
- Use a suitable rust and corrosion inhibitor (semi-dry dual-purpose formulation, containing acid neutralizers, protects against atmospheric corrosion and acid gases released from the plastic).
- Prevention through a more frequent and effective cleaning methodology, studied according to the specific case.
HOW TO REMOVE BUILDUP FROM INJECTION MOLDS
All of the above issues will require more cleaning and extra maintenance on the tool. Effectively containing and removing build-up in the mold is therefore essential to avoid waste, mold damage, and excessive unscheduled downtime. Removing the buildup requires extra cleaning on the tool which incurs additional costs.
To be convenient, mold cleaning must be performed:
- On the necessary mold surfaces and parts.
- When necessary- At determined cycle frequencies.
- Using specific cleaning procedures.
Clean what is needed – On specific targeted mold surfaces and parts:
Proper cleaning of the molding surfaces is the most important factor; the plates don’t need to “shine” to do their job. Scrubbing or sandblasting away all oxidation stains and discoloration from non-critical equipment and plates every time a mold comes out of the press wastes only many hours of work, opens pores, and slowly erodes the surface and edges of the steel, requiring replacement much sooner than necessary. Inspect the vents and vent drains; at some point, they are very likely to become clogged with debris. Using a mold cleaner and copper gauze will clean vents quickly and safely.
Only when necessary – cleaning frequency:
Any buildup on the mold surface is easier to remove in the initial stage, so the mold cavity and drain channels must be cleaned and maintained regularly. If the buildup is left neglected and forms a thick layer, it becomes very difficult and time-consuming to remove. The accumulations in the mold have different nature and development, requiring different cleaning frequencies. The frequency will depend on the type of residue the molding process leaves on the equipment and the mold design. Molds should be cleaned only as much as necessary to complete a predetermined number of molding cycles.
When a new clean mold is put into production, it is very important to monitor the process and observe the molding surface for residue accumulation and wear in both ventilated and non-ventilated areas. It is crucial to determine how many cycles a mold can safely perform before buildup, wear, and traces reach levels that require cleaning. These observations must be documented and each mould should have procedures and maintenance frequencies in the press, based on a pre-established maximum cycle count that is respected as much as possible. In this way, it will be possible to minimize the possible qualitative variability of production. Additionally, mold cleaning should be performed as a final task, after troubleshooting, repair, etching, and chemical etching work has been performed.
Use of specific cleaning procedures
There is no universal cleaning product or process for all types of mold buildup. The deposits have different natures and therefore there is no effective universal cleaning method with all types of contamination. Methods also vary according to the design and size of the mold. Finding the right products and equipment, combined with documented methods and frequencies, can reduce cleaning hours by up to 50% and significantly reduce equipment wear. Typically, the best method will involve two or three different technologies designed to clean specific types of residue. It is essential to rely on methodologies that effectively remove residues but also prevent any damage to the mold. The use of aggressive and potentially corrosive substances is absolutely to be avoided as it could be counterproductive.
Another thing to avoid is excessive cleaning (“over-cleaning”). This is done through too frequent cleaning using abrasive methods such as coarse abrasive sponges, emery cloth or sandpaper, stones, machine-mounted brushes equipped with bristles of various compositions (such as brass and steel), or manual polishing. Operations such as sandblasting or high pressure sandblasting units using media such as hard plastics, glass balls, walnut shells and aluminium particles are also abrasive to the mould. All of these abrasive methods, if used frequently or in an unregulated maintenance environment, will cause excessive wear, erode the surface and edges of the steel, or open pores by hammering the mold surface like microscopic chisels, causing porosity to which residues adhere more easily. This is the main reason why thoroughly cleaned molds undergo rapid accumulation of residue and regain the initial stain only after a few hours of operation.
Mold plates don’t need to shine to do their job. A properly cleaned plate with proper rust protection is the key to longevity. It would be advisable to proceed with a standardized cleaning process that always uses the same products and procedures: this way, it will be possible to minimize the potential variability of production parts due to the level of mold cleanliness, eliminating the human factor from the equation.
In the next article, we will provide some real-world cases of effective cleaning, indicating the type of contamination, the type of surface, the products, and the methodology adopted.