Manutenzione completa camera calda e upgrade delle piastre
Il cliente lamentava ripetute perdite di plastica e fermi di produzione.
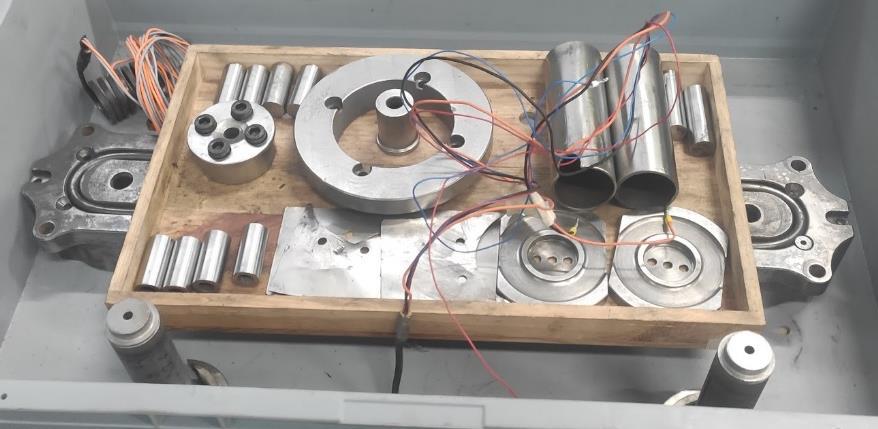
Abbiamo ricevuto la parte calda completa, il sistema era completamente incapsulato di plastica, abbiamo rimosso il grosso della perdita e smontato il sistema. Lo abbiamo ispezionato osservando:
- Ugelli appoggiati alla camera, non avvitati e presenza di crepe in entrambi i copri ugello
- Evidente deformazione della superficie di appoggio tra camera e ugelli
- Resistenze ugelli danneggiate, diverse tra loro e solo una con termocoppia
- Resistenze tubolari della camera sollevate e non più correttamente in sede
- Spine e termocoppie camera spezzate e incastrate nei fori
- Mancanza anello di tenuta metallico sull’ingresso
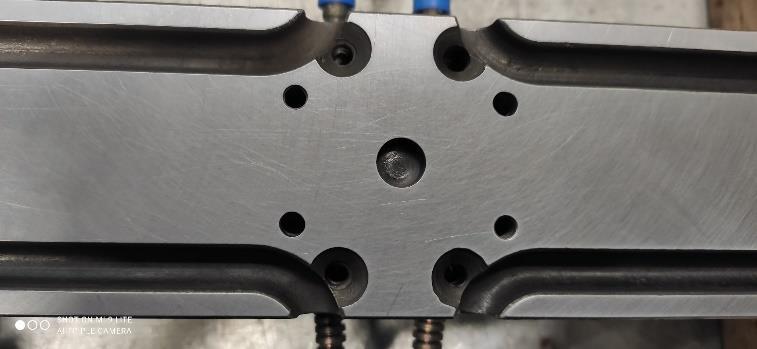
- Presenza di crepe nella sede degli ugelli nella piastra porta matrice
- Deformazioni evidenti sulla piastra base e sulla piastra porta matrice sotto i lardoni
- Presenza di lamierini e spessori posizionati in varie posizioni del sistema per compensare le deformazioni
Diagnosi:
Lo stampo produce da più di 20 anni e non era stato progettato per durare così a lungo. La piastra base su cui alloggia la camera calda e la piastra porta matrice sono entrambe fatte con un acciaio debole (C40), non ideale a contenere le sollecitazioni esercitate durante la fase di iniezione.
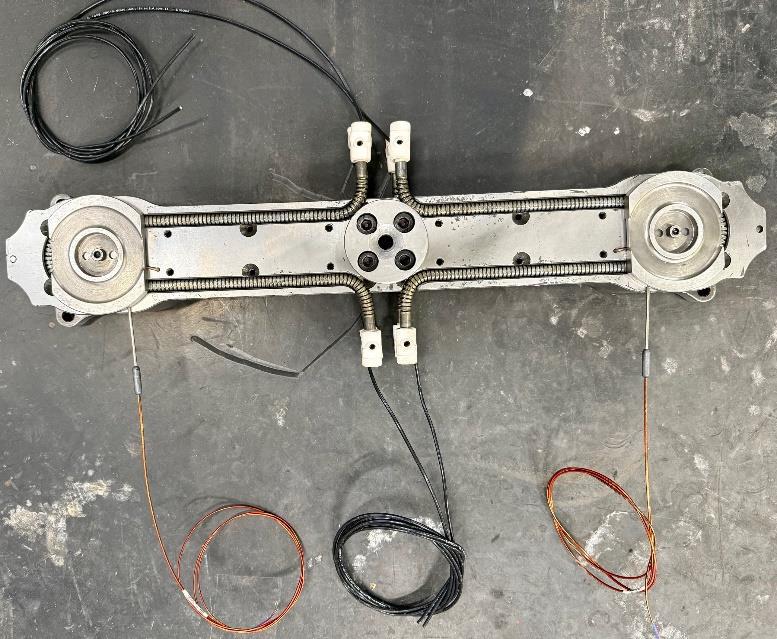
A nostro avviso su questo sistema di oltre un metro di lunghezza c’è un problema di fondo, durante la fase di iniezione la camera flette (polmona) perché i barilotti tra la piastra base e la piastra porta matrice non sono fissati ad entrambe le piastre ma bensì solo alla piastra posteriore, non è una struttura rigida, si deforma disallineando gli ugelli e causando la perdita.
La presenza di lamierini e spessori per compensare le deformazioni non risolve il problema anzi lo peggiora perché quando il sistema flette le forze esercitate invece di essere distribuite si concentrano negli ugelli che infatti si sono crepati.
La nostra proposta:
Materiale nuovo:
Corpi ugello, resistenze ugello, termocoppie ugello, resistenze camera, termocoppie camera, anello tenuta ingresso, cavo elettrico, guaine, connettori elettrici
Modifiche e lavorazioni:
- Rimozione di viti e spine rotte dalla camera e predisposizione viti con fermi per mantenere le resistenze in posizione
- Rettificare la camera per ripristinare le superfici di contatto
- Rettificare i barilotti e predisporre filetti su entrambi i lati per poterli avvitare a entrambe le piastre
- Sostituire le viti esistenti con viti maggiorate e classe 12.9
- Rettifica lardoni per compensare la rettifica della camera calda
- Modificare la piastra porta matrice per predisporre fori filettati per avvitare i barilotti
- Saldare al laser e lavorazione sedi crepate degli ugelli nella piastra porta matrice
- Lavorazione della piastra base e inserimento di pastiglie intercambiabili in acciaio temprato da inserire sotto ai barilotti per correggere la deformazione della piastra e ripristinare le dimensioni originarie
- Sostituzione inserti centraggio ugelli in matrice
- Assemblaggio finale con controllo chiusure
Osservazioni:
Questo progetto ha consentito ad uno stampo di oltre 20 anni di riprendere la produzione in modo efficiente con un investimento contenuto e tempi rapidi. Le attività di smontaggio del sistema inondato di plastica, ispezione, diagnosi e preventivo sono state fatte in 3 giorni.
Le modifiche sopra descritte, il montaggio, cablaggio e test finale del sistema sono state fatte in 7 giorni.
Il committente non ci conosceva, si è fidato di noi ed ora abbiamo un nuovo partner soddisfatto!
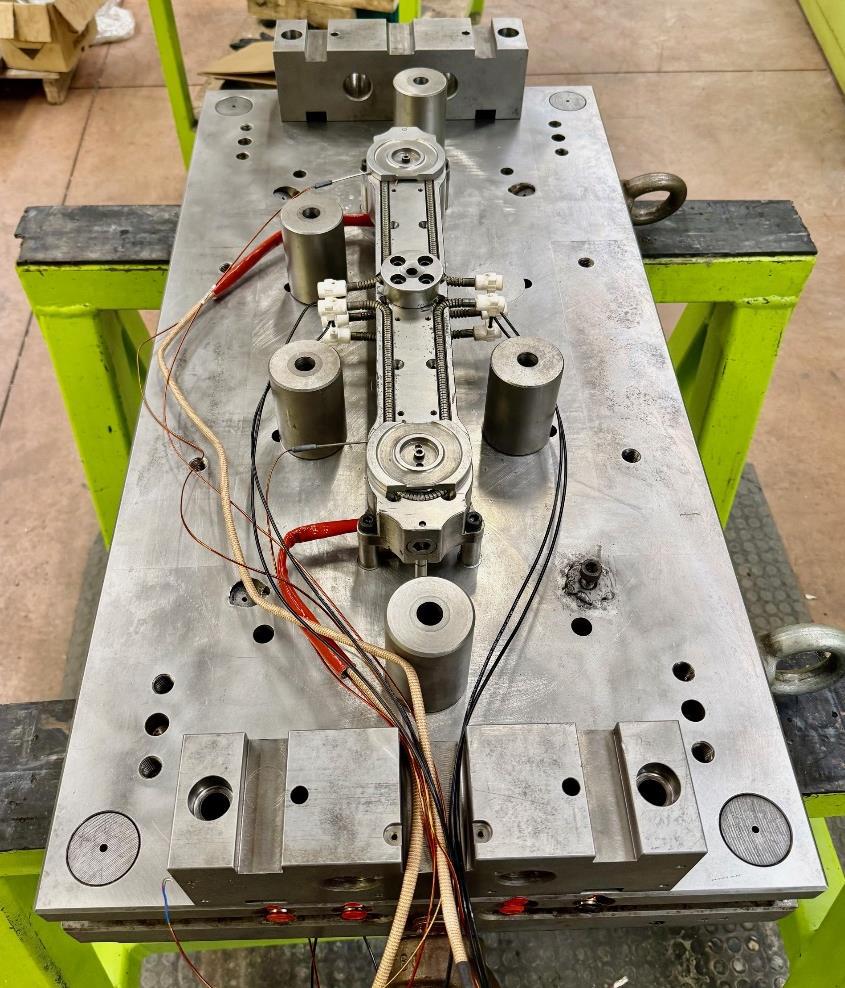
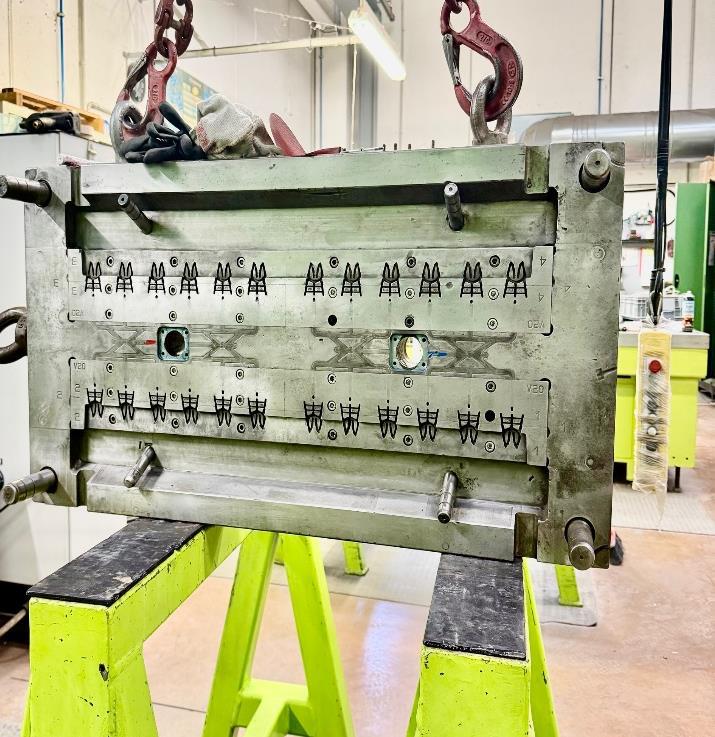
SITUAZIONE INIZIALE






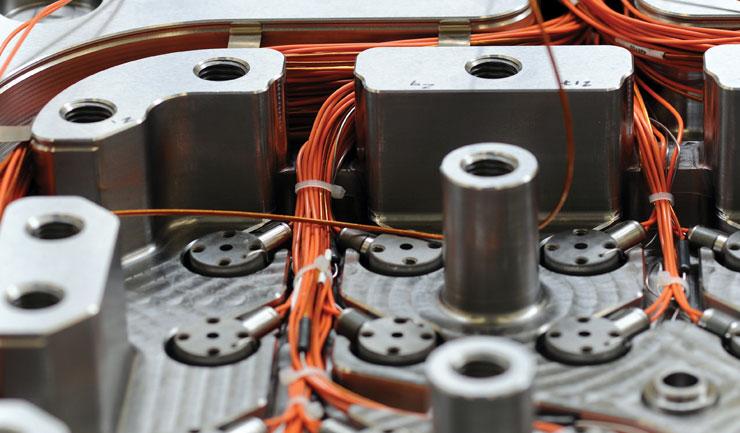
SITUAZIONE FINALE